
Une simple visite de votre épicerie locale le confirmera : les consommateurs sont de plus en plus conscients des aliments qu’ils mangent et demandent des options biologiques. C’est ainsi que le petit rayon dédié à ces options s’est rapidement étoffé de produits biologiques pour chaque catégorie alimentaire.
De nombreux processus de fabrication d'aliments biologiques exigent de la vapeur, obtenue en faisant passer de l'eau par une chaudière. Cette eau d'alimentation est généralement traitée à l'aide de produits chimique afin de prévenir l'apparition de contaminants naturels, comme le dioxyde de carbone et l'oxygène dissous, qui peuvent provoquer des pannes de corrosion dans le système de distribution de la vapeur de l'usine.
Après avoir transféré sa chaleur au processus et à l'environnement ambiant, la vapeur se condense à nouveau en eau liquide, et des contaminants tels que le dioxyde de carbone et l'oxygène dissous peuvent entraîner une corrosion des surfaces métalliques du réseau de distribution et des systèmes de récupération des condensats.
La corrosion des surfaces métalliques en contact avec la vapeur peut provoquer de graves problèmes lorsque cette vapeur est utilisée pour la fabrication d'aliments biologiques. De tels problèmes incluent la défaillance prématurée des équipements, une perte d'efficacité thermique en raison d'une accumulation de produits corrosifs pour le métal sur les surfaces de transfert thermique, mais plus que tout, le transfert de produits de corrosion du métal vers les produits alimentaires biologiques lorsque la vapeur est utilisée directement dans le processus de fabrication.
Les inhibiteurs de condensats de corrosion classiques, dont un grand nombre est approuvé par la FDA américaine pour le contact direct de la vapeur avec les aliments, comme les aminés organiques volatils, et les revêtements inhibiteurs de surface, ne sont pas conformes aux recommandations du National Organic Program de l'USDA sur la production d'aliments biologiques. Les organismes d'accréditation certifiés de l'USDA qui vérifient la conformité des fabricants d'aliments biologiques n'approuvent pas ces composants comme additifs lorsque la vapeur est en contact direct avec les aliments biologiques. Pour cette raison, de nombreuses usines qui produisent des produits alimentaires biologiques choisissent de ne pas traiter leurs systèmes de condensats, ce qui expose ces systèmes à de sérieuses défaillances opérationnelles.
Steamate FM1007 a été développé pour traiter ces systèmes de condensats de façon sûre et efficace dans les usines de production de produits biologiques. L'inhibiteur de corrosion exclusif utilisé par le Steamate FM1007 est conforme aux recommandations du National Organic Program tel que défini par l'USDA 7 CFR 205.606 pour les produits issus de l'agriculture non biologique utilisés dans les processus de traitement d'aliments biologiques avec contact des substances alimentaires.
Un célèbre fabricant de céréales basé aux Etats-Unis avait décidé d'obtenir la certification biologique pour l'une de ses marques de céréales. Suite à un rapport d'audit mené par un organisme de certification biologique accrédité, il fut demandé à l'entreprise d'arrêter l'application de leur inhibiteur de condensats de corrosion utilisé de longue date.
Le produit de revêtement non-aminé en question, conforme aux normes de la FDA, avait donné de bons résultats en stabilisant les taux de fer des condensats de vapeur à une moyenne de 0,10 ppm malgré des épisodes récurrents de transferts d'eau de la chaudière impactant la stabilité du revêtement.
Veolia proposa de soumettre le nouveau produit Steamate FM1007 à l'approbation de l'organisme de certification biologique du site. Le produit fut analysé et approuvé pour la production d'aliments biologiques, et un protocole d'essai fut développé.
Le paramètre de performance essentiel exigé par le client durant la phase d'essai était le maintien constant des taux de fer dans les condensats de vapeur à un seuil inférieur à 0,30 ppm Fe.
Résultat
Les principales données comparatives sur les condensats de vapeur pour le traitement actuel et le programme Steamate FM1007 sont résumées sous les Figures 1 et 2 ci-dessous. Comme indiqué, le taux moyen de fer présent dans le traitement par revêtement habituellement utilisé, basé sur plus de 100 points de données, était de 0,090 ppm, tandis que pour le Steamate FM1007, le taux moyen de fer était légèrement supérieur à 0,125 ppm, ce qui restait cependant bien inférieur au seuil de 0,30 ppm exigé.
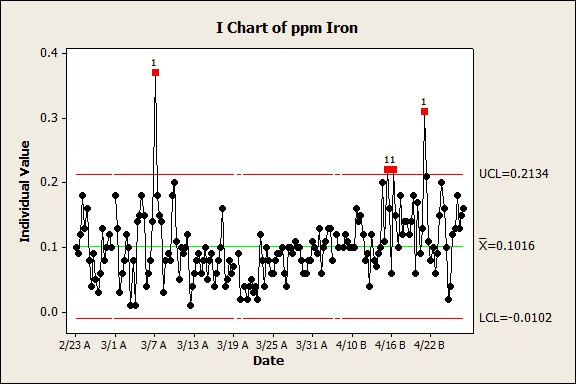
Figure 1 - Profil ferrique du condensat de vapeur avant et après traitement par Steamate FM1007
Taux de fer moyens des condensats de vapeur :
- Traitement habituel : 0,090 ppm Fe
- Steamate FM1007 : 0,125 ppm Fe
Une différence notable entre les périodes de traitement avec le produit habituel et le Steamate FM1007 fut l'augmentation très nette du transfert d'eau de la chaudière, tel qu'illustré par la hausse de 30 % de la conductivité des condensats de vapeur durant la période de traitement avec le Steamate FM1007. Cet effet est représenté sur la Figure 2.
Comme indiqué ci-avant, l'eau de chaudière hautement alcaline et conductive entrant en contact avec les surfaces du système de vapeur entraîne la déstabilisation du revêtement protecteur formé par le Steamate FM1007. Le revêtement est rapidement rétabli après tout incident de transfert, mais la protection contre la corrosion est temporairement compromise dans une certaine mesure.
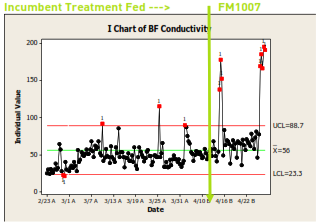
Figure 2 - Profil de conductivité des condensats de vapeur avant et après traitement par Steamate FM1007
Niveaux moyens de conductivité des condensats de vapeur :
- Traitement habituel : 47 uS/cm
- Steamate FM1007 : 67 uS/cm
Durant la phase d'essai du Steamate FM1007, un comparatif entre le niveau de protection contre la corrosion conféré par le Steamate FM1007 et un état non traité fut établi à de multiples points d'échantillonage des condensats de vapeur. À noter que le transfert d'eau de chaudière était bien contrôlé durant cette période.
Tel qu'illustré sur la Figure 3 ci-dessous et comme l'on pouvait s'y attendre, des niveaux élevés de corrosion furent relevés dans les échantillons sans traitement anti-corrosif. Le niveau moyen de fer enregistré sur les quatre sites d'échantillonnage des condensats était de 5,0 ppm Fe, ce qui est largement supérieur au seuil de traitement ASME recommandé pour l'eau d'alimentation qui se situe à 0,1 ppm pour une chaudière fonctionnant dans cette plage de pressions.
Avec le traitement Steamate FM1007, le taux moyen de fer présent dans les condensats était de 0,10 ppm Fe, avec trois sites sur quatre affichant un taux inférieur à 0,1 ppm.
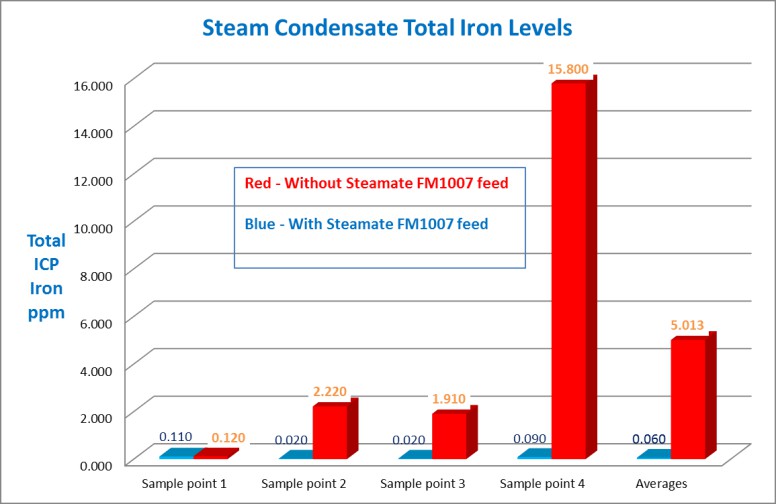
Figure 3 - Comparatif entre les taux de fer des condensats avec et sans traitement par Steamate FM1007
Sur la base de ces résultats, le Steamate FM1007 fut approuvé comme traitement régulier sur ce site ainsi que sur deux autres sites de production de céréales biologiques appartenant au client.
À notre connaissance, le Steamate FM1007 est le seul additif direct de vapeur ayant été approuvé par de multiples organismes de certification biologique pour les applications dans lesquelles la vapeur entre en contact direct avec le produit alimentaire biologique.