
L’EDR de Veolia offre une solution de réutilisation supérieure des eaux usées à forte teneur en silice
Challenge
La fabrication de semi-conducteurs dépend de plus en plus de la récupération de l'eau pour des raisons économiques et réglementaires. Dans une telle installation, il y a de nombreux épurateurs locaux qui génèrent des eaux usées qui pourraient être recyclées. Bien que les flux de déchets des épurateurs locaux aient souvent des qualités d’eau et des emplacements différents dans l’usine, il existe des similitudes dans les types de composés nécessitant un traitement en vue de leur récupération.

En raison de l’utilisation d’acide fluorhydrique pour nettoyer les plaquettes, de nombreux flux d’eaux usées des épurateurs locaux contiennent des concentrations élevées de fluorure et de silice. Le traitement conventionnel des déchets d'acide fluorique HF (HFW) nécessite une précipitation, une floculation et une sédimentation, ainsi qu’un espace (empreinte) important dans l’usine. Il est bien établi que les HFW sont très variables, ce qui peut entraîner une instabilité dans les procédés de traitement conventionnels et potentiellement des dépassements des autorisations de rejet.
Veolia s'est associé à un fabricant de semi-conducteurs à Singapour pour séparer et récupérer une partie de ses déchets provenant des épurateurs locaux. Le traitement séparé et la réutilisation ont permis l’expansion de l’usine avec une empreinte limitée, d’augmenter la récupération globale de l’eau de l’usine et de réduire les risques liés au respect de la réglementation environnementale.
Résumé du projet
Utilisateur final : usine de fabrication de semi-conducteurs
Lieu : Singapour
Mise en service : 2016
Application : récupération des eaux usées des épurateurs locaux
Technologies : filtres à cartouche d’électrodialyse inverse (EDR), chlore
Capacité : 150 m3/heure
Facteurs influençant le choix de la technologie : 50 à 100 ppm de fluorure ; 65 ppm de silice totale dans l’alimentation (après la mise en œuvre du recyclage) ; SDI5min > 19, SDI1min >90, principalement de la silice ; Température élevée et faible poids des matières organiques conduisant à un potentiel de croissance biologique
Résultats opérationnels : l’effluent répond aux exigences locales en matière de qualité de l’eau d'alimentation des épurateurs ; 80 % d’élimination du fluorure ; 70 % de récupération ; pas d’encrassement/d’élimination de la silice ; Croissance biologique contrôlée et intervalle de nettoyage en place de 2 à 3 mois
Proposition à valeur ajoutée intéressante : taux de récupération élevé ; empreinte réduite ; tolérance à la silice et aux matières organiques ; contrôle de la croissance biologique ; faibles coûts d'exploitation
Mots-clés : microélectronique ; semi-conducteurs; récupération locale des épurateurs (LSR) ; eaux usées d’acide fluorhydrique ; réutilisation des eaux usées ; industrielle ; gluorure ; silice ;électrodialyse inverse ; Filtres Z.Plex*
Solution
Les eaux usées des épurateurs locaux sont confrontées à des défis uniques en matière de traitement, qui influencent le choix de la technologie. En plus d’une concentration en fluorure de plus de 50 ppm dans l’alimentation, les flux d’eaux usées sont sujets à un encrassement biologique et présentent une forte concentration de fines particules de silice. L’encrassement biologique et la silice sont connus pour être problématiques pour les systèmes à osmose inverse (OI) s’ils ne sont pas correctement prétraités.
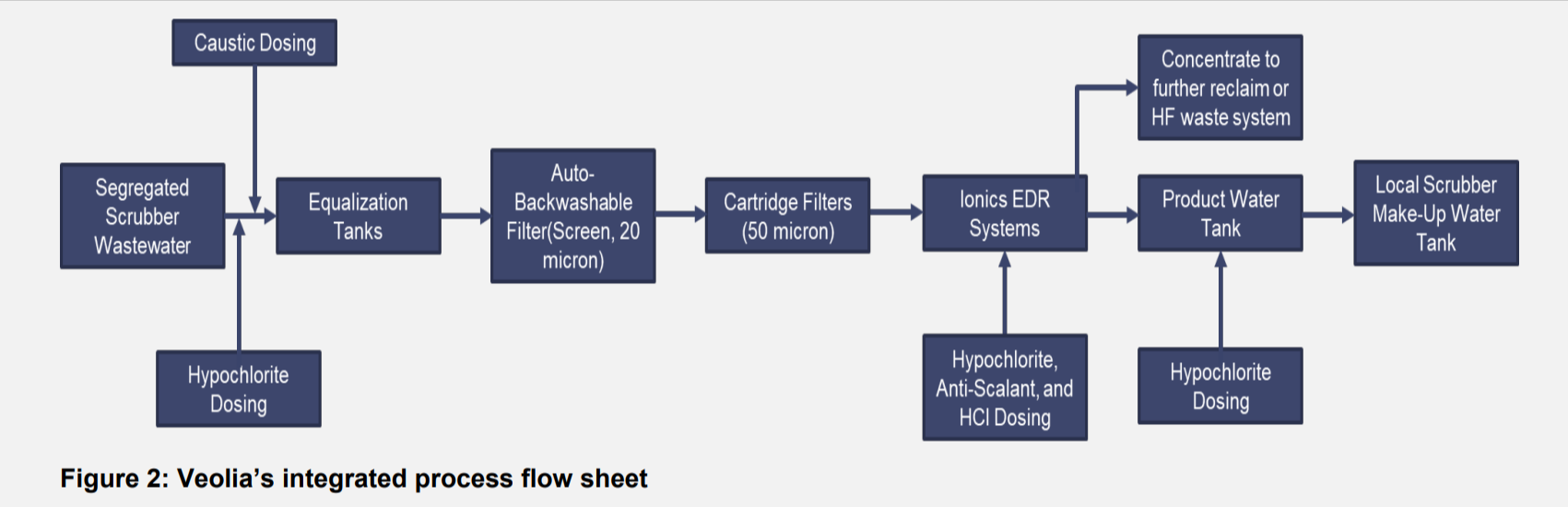
Pour relever ces défis, Veolia a développé un schéma de processus intégré (Figure 2) qui comprend le dosage du chlore, des préfiltres à cartouche (Z.Plex SWRO.Zs 50-40) et l’électrodialyse inverse (EDR). Le process combiné permet une récupération de 70 % et une réduction de la concentration de fluorure de 50-100 ppm à moins de 28 ppm. L’eau produite par l'EDR est recyclée dans le réservoir d’alimentation de l’épurateur local, où elle est mélangée à NEWater pour équilibrer le débit.
Le process basé sur l'EDR présente plusieurs avantages par rapport à l'ultrafiltration (UF) et à l'osmose inverse OI :
- Tolérance aux fines particules de silice qui sont difficiles à éliminer avec un prétraitement UF à membrane et qui pourraient encrasser les membranes OI (étant donné que de nombreux épurateurs locaux n’ont pas d’exigences restrictives en matière de silice, ces particules de silice peuvent être renvoyées dans les épurateurs dans l’eau produite par l'EDR)
- Capacité à maintenir un chlore résiduel dans tout le système pour le contrôle de la croissance biologique
- Empreinte réduite
- Capacité à atteindre plus de 70 % de récupération sans le dosage chimique important requis pour les systèmes d’échange d’ions et d’OI
Coût d’investissement inférieur à celui des systèmes d’osmose inverse à pH élevé qui peuvent inclure l’UF, l’échange d’ions et l’OI.
Résultat
Le système basé sur l'EDR fonctionne avec succès depuis le 2016 décembre. La durée de vie prévue de la membrane EDR est de plus de 7 ans et la fréquence de nettoyage en place n’est que de 2 à 3 mois. Dans le système de prétraitement, l’utilisation combinée de filtres Z.Plex SWRO et de chlore résiduel a permis de multiplier par 4 la durée de vie du filtre. Ces performances ont permis au client de réorienter le flux du système de traitement HFW conventionnel vers le système LSR basé sur l'EDR, lequel a ainsi nécessité une empreinte réduite et a contribué à l'expansion de la capacité de l'usine. Un avantage supplémentaire est que le système HFW conventionnel fonctionne de manière plus stable sans les flux d’eaux usées de l’épurateur local.