
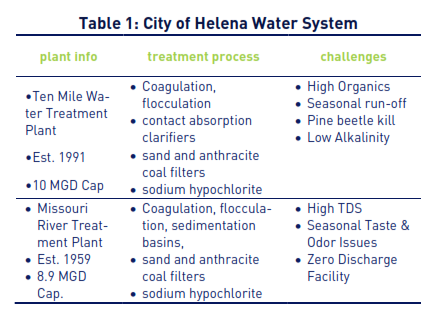
La ville d'Helena dans le Montana, qui exploite la station de traitement de l'eau de Ten Mile et la station de traitement de Missouri River, doit faire face à des changements saisonniers dans la qualité de l'eau. Ses deux sources posent des défis de traitement du point de vue de la conformité avec la réglementation et de la préservation de la qualité de l'effluent.
Du fait de la faible alcalinité et de la qualité fluctuente de l'eau de source à l'usine de Ten Mile, il est difficile de respecter le taux d'élimination de carbone organique total (COT) requis pour assurer la conformité aux règles de l'EPA sur les désinfectants et ses produits dérivés avec les processus et l'infrastructure actuellement utilisés par l'usine. Les composés de goût et d'odeur organiques saisonniers et la classification en installation interdisant les rejets font des coûts de fonctionnement de l'usine de Misouri River une source de préoccupation.
Les demandes estivales peuvent atteindre les 15 millions de gallon par jour, tandis qu'en hiver, elles tombent à 3 millions de gallon par jour, typiquement 100 % pris en charge par l'usine de Ten Mile. L'usine de Missouri est quant à elle utilisée pour les pics de consommation ou lorsque des mises à niveaux de l'usine sont nécessaires. Récemment, l'usine de Ten Mile a procédé à la mise à niveau des protection des bâches de sortie, des systèmes PLC, des filtres et des médias. Les défis uniques en matière de qualité de l'eau posés par ces deux usines et ces deux sources figurent dans le Tableau 1.
L'usine de Missouri River pompe l'eau de la rivière du même nom et l'achemine jusqu'au réservoir de régulation d'Helena Valley, puis jusqu'à l'usine. Étant donné que le réservoir fournit de l'eau pour l'irrigation ainsi que pour la faune et le milieu aquatique, aucun traitement n'est possible. L'usine doit ainsi traiter tous les composés de goût et d'odeur organiques pouvant être présents. Classée comme installation interdisant les rejets, l'usine de Missouri River utilise l'eau du rétrolavage pour les irrigations gérées et la redirige vers l'usine afin qu'elle soit traitée et recyclée. Bien que le recyclage de l'eau du rétrolavage permette de préserver les ressources en eau et de limiter les permis, en raison des changements saisonniers de la qualité, le coût total de fonctionnement doit être évalué pour déterminer l'impact global.
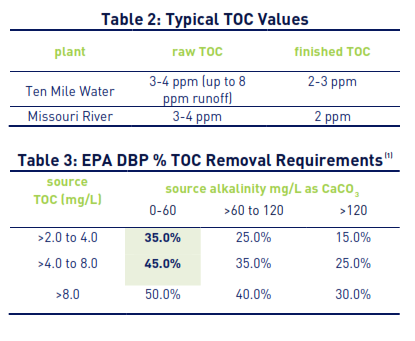
L'usine de Ten Mile est alimentée par gravité à partir du réservoir situé en haut de la limite des montagnes rocheuses via le ruisseau de Ten Mile. Elle fut construite en 1991 lorsque la ville perdit sa dérogation de filtration en raison d'une absence de conformité de la turbidité. De plus, l'utilisation de clarificateurs par absorption à contact modifia la classification de l'usine et la fit passer du statut de filtration directe à celui de traitement classique, ce dernier nécessitant le respect des normes en termes de pourcentage d'élimination du COT. Au vu de sa faible alcalinité (typiquement 1525 mg/L), l'usine se classe dans la catégorie haute de pourcentage d'élimination du COT durant la période des ruissellements printaniers, lorsque le COT de la source excède 4 mg/L de COT, tel qu'illustré dans les Tableaux 2 et 3.
Pour atteindre le pourcentage d'élimination du COT exigé à l'usine de Ten Mile, la ville d'Helena décida de s'associer avec les autorités réglementaires de l'état. La conformité fut obtenue grâce à un plan de traitement associé avec une surveillance de la qualité de l'eau en temps réel.
Les données COT ont non seulement aidé l'usine à comprendre le pourcentage d'élimination du COT en temps réel, mais également les variations saisonnières du COT dans l'eau de source. La valeur de ces données incita l'usine de Ten Mile à acquérir un analyseur COT de laboratoire Sievers* M5310C afin de piloter et de mettre en œuvre les modifications de traitement qui au final menèrent à une qualité de l'eau plus constante et à une meilleure conformité. Avant la mise en place de l'analyse de COT sur le site, la ville devait envoyer des échantillons à des laboratoires tiers. Dans l'attente des résultats, l'usine restait de 1 à 2 semaines sans visibilité quant aux modifications intervenant dans la qualité de l'eau ou l'efficacité des processus.
Les modifications suivantes furent mises en place dans l'usine grâce aux analyses COT sur le site :
- Déplacement du point d'ajout des produits chimiques (PAC et coagulants) vers le devant de l'usine plutôt que directement avant les filtres.
- Essais pilotes de différents produits chimiques pour tester le pourcentage d'élimination de COT, ainsi que celui de la couleur et la turbidité y compris la chlorure de polyaluminium, le sulfate d'aluminium et la réduction du recours aux polymères cationiques.
Avec un taux d'alcalinité relativement élevé et une faible source de COT, l'usine de Missouri River atteint désormais aisément ses exigences d'élimination de COT de 25 %, mais elle bénéficie également des données COT qui lui permettent de doser précisément le PAC pour éviter tout problème de goût et d'odeur. La prise en compte ultérieure de l'ozone pour la gestion du goût et de l'odeur bénéficierait d'une optimisation du dosage ozone vers COT afin de réaliser des économies et d'augmenter l'efficacité des processus.
Résultat
L'analyse de COT sur site aide la ville d'Helena à tester en temps réel l'efficacité des changements de processus et peut être utilisé pour fournir des données permettant de prendre des décisions sur les traitements.
Tandis que la ville continue de s'étendre, les mises à niveau et les exigences liées à l'expansion devront prendre en compte les défis inhérents à chaque source d'eau ainsi que les opportunités de financement. À l'avenir, des contrôles plus intelligents permettront de veiller à ce que la qualité de l'effluent réponde aussi bien aux exigences du client que de la réglementation, même avec des sources d'eau fluctuantes.