


Une usine de valorisation des sables bitumineux canadiens, produisant 900 psig de vapeur, connaissait des déficits de vapeur pendant les mois d'hiver sous l'effet d'une demande accrue. Cette situation a empêché de maximiser la production d'électricité ainsi que les opérations de la centrale, obligeant à réduire les activités essentielles.
L'usine cherchait des solutions pour prévenir les pertes de production, qui représentaient un coût élevé, mais de préférence sans grands projets d'investissement et sans augmenter la consommation d'eau ou de carburant.
Veolia a accompagné l'équipe d'ingénieurs de l'usine pour proposer de réduire la pression des trois dégazeurs de l'usine de 40 à 20 psig pour réduire les besoins en vapeur de ces unités tout au long de l'année.
Les dégazeurs sont des unités thermiques utilisées servant à éliminer l'oxygène de l'eau d'alimentation des chaudières à vapeur. L'oxygène doit être éliminé afin d'éviter qu'il ne corrode l'acier au carbone dans tout le système de chaudière et ne provoque de graves défaillances. Dans un dégazeur, de la vapeur à basse pression est mélangée à l'eau d'alimentation et ce processus permet d'évacuer l'oxygène dissous dans l'eau. La quantité de vapeur requise pour ce processus est non négligeable, car elle peut représenter 5 % à 15 % du débit total du dégazeur.
Il a été déterminé que la pression à laquelle les dégazeurs fonctionnaient était plus élevée que nécessaire, ce qui exigeait plus de vapeur du système de chaudière. En réduisant la pression, une plus grande quantité de vapeur serait disponible pour d'autres usages.
En collaboration étroite avec les équipes techniques et opérationnelles du client, le système a été surveillé tout au long de la réduction progressive de la pression afin de garantir que l'oxygène dissous reste conforme aux exigences. Bien que la température de l'eau d'alimentation des chaudières ait diminué d'environ 15 oC dans les dégazeurs, l'efficacité des économiseurs a permis de ne pas modifier la température de l'eau d'alimentation entrant dans les chaudières.
Résultat
Au cours de 6 mois, la pression des 3 dégazeurs a été réduite de 40 à 20 psig (figure 1). Durant toute cette période, le niveau d'oxygène dans l'eau d'alimentation sortante a été suivi à l'aide d'un analyseur d'oxygène dissous en continu connecté en ligne ainsi que par une vérification régulière à l'aide de tests en laboratoire. Les niveaux d'oxygène sont restés stables et très bas (<10 ppb O2) tout au long de l'essai, signe d'une élimination efficace de l'oxygène même avec une pression de fonctionnement réduite.
Après la période d'essai, il a été déterminé que la modification de la pression du dégazeur a été un succès car elle n'a pas induit de risque pour la fiabilité du système.
La réduction de la consommation de vapeur résultant de la baisse de la pression du dégazeur a entraîné une disponibilité directe de 2,68 millions de livres de vapeur pour augmenter la production d'énergie et la production de l'usine.
Annuellement, cette augmentation de la disponibilité de la vapeur a produit :
• Une économie de 322,7 millions de gallons américains d'eau par an grâce à la réduction de la vapeur
• Une réduction supplémentaire de 16,3 millions de gallons américains d'eau par an en réduisant les eaux usées provenant du prétraitement des chaudières.
• 3,55 millions de gigajoules d'économies annuelles de carburant et d'énergie.
• 23,4 millions de dollars d'économies annuelles grâce à la réduction des coûts en carburant et en énergie ainsi que l'impact de la taxe sur le carbone.
• 182,465 Mt d'émissions de CO2 par an ont été supprimées
De plus, en augmentant sa production de vapeur disponible, le client a pu faire en sorte que les besoins en vapeur pendant les mois d'hiver froids soient satisfaits tout en optimisant la production d'électricité et la production de l'usine.
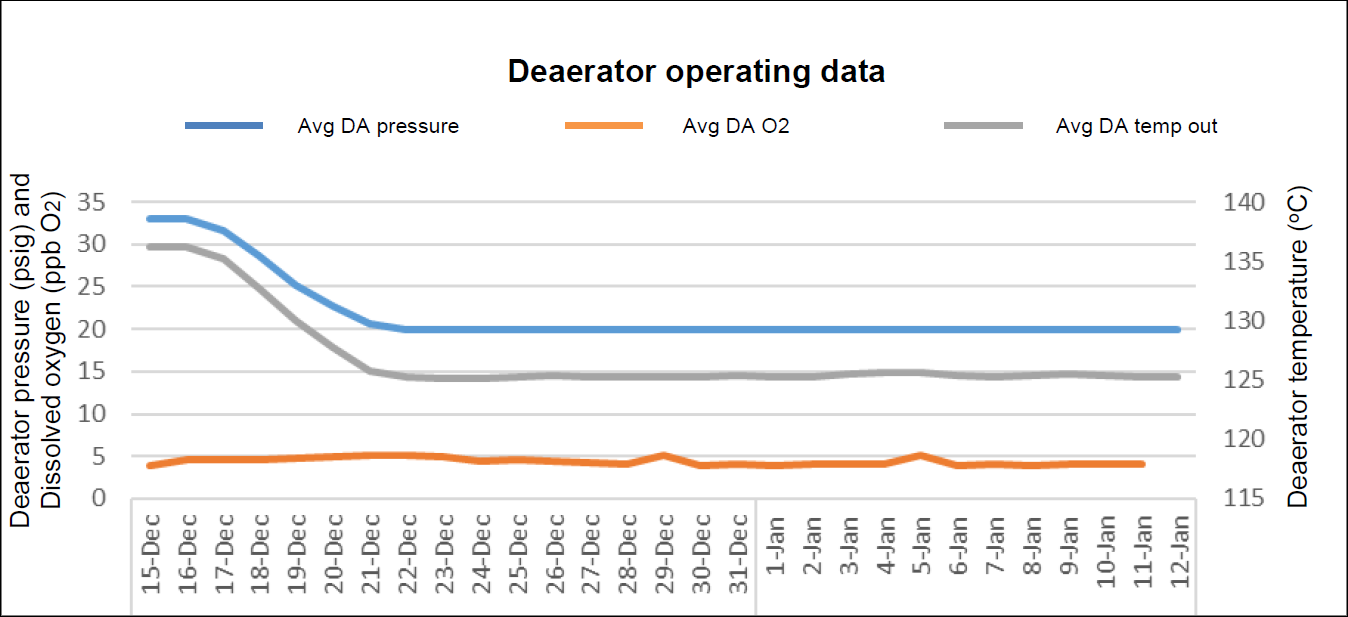 Figure 1 : Echantillon de données d'exploitation du dégazeur nº1 pendant l'essai de réduction de pression de 6 mois
Figure 1 : Echantillon de données d'exploitation du dégazeur nº1 pendant l'essai de réduction de pression de 6 mois