

Challenge
Un grand fabricant du secteur de l'alimentation et des boissons, produisant des produits laitiers et non laitiers prêts à consommer, avait pour objectif d'atteindre zéro émission nette de gaz à effet de serre (GES) d'ici 2050. Le fabricant exploite une installation de production et un centre de distribution à la pointe de la technologie dans le Midwest et se consacre à répondre à la demande croissante des consommateurs de boissons laitières en Amérique.
La composition des produits de l’usine est une combinaison de produits laitiers et non laitiers, et les eaux usées produites par cette installation sont souvent rejetées par intermittence lorsque les réservoirs, les homogénéisateurs, les échangeurs de chaleur, les lignes d’embouteillage et d’autres équipements sont nettoyés entre les cycles de production. Les eaux usées laitières peuvent être caractérisées par leur charge organique élevée, leur large gamme de pH et leurs températures élevées. En raison de l’augmentation de la teneur organique, les eaux usées laitières ont des niveaux élevés de demande chimique en oxygène (DCO) et de demande biochimique en oxygène (DBO), en plus des graisses, des huiles et des graisses (FOG) et des macronutriments tels que l’azote et le phosphore. Les effluents laitiers se décomposent rapidement et épuisent le niveau d’oxygène dissous des flux récepteurs, de sorte qu’ils ne peuvent pas rester longtemps sans traitement.
Une station de traitement des eaux usées a été installée par ce fabricant en 2007 lors de la construction de son site de production ultramoderne. À l’époque, les stations d’épuration locales appartenant à l’État (POWT) avaient un émissaire commun et étaient autorisées à rejeter des eaux usées non traitées ou partiellement traitées en cas de crue directement dans la rivière locale. En tant qu’entreprise fière de sa gestion de l'environnement, la possibilité que ses effluents hautement organiques soient rejetés dans l’environnement lors d’une onde de tempête n’était pas une solution acceptable.
Solution
Plusieurs technologies de traitement ont été évaluées et, compte tenu des critères de réutilisation de l’eau, la technologie du bioréacteur à membrane (MBR) a été choisie en raison de son perméat de très haute qualité qui pourrait répondre aux spécifications de réutilisation dans les tours de refroidissement du site. Lorsque le projet a démarré en 2007, les membranes à fibres creuses ZeeWeed* 500D de Veolia ont été choisies comme solution pour le système.
La station de traitement des eaux usées à grande échelle (STEP) a été conçue pour un débit moyen de 1,5 millions de gallon par jour. Quelques années plus tard, les normes relatives à l’équipement de la tour de refroidissement étant devenues plus strictes, l’installation a pris la décision supplémentaire d’ajouter un système d’osmose inverse (OI) de récupération. De cette façon, l’usine peut désormais compenser jusqu’à 50 % de ses besoins en eau de refroidissement grâce à la réutilisation.
Paramètres de conception du procédé - VFI (partie biologique)
Aperçu du processus
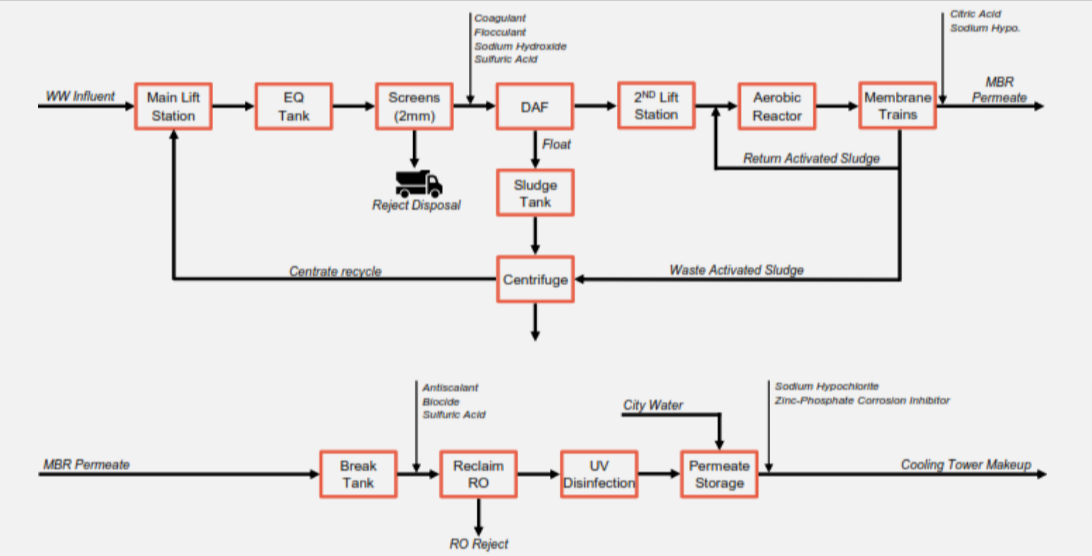
La station d’épuration des eaux usées comprend les processus suivants :
- Collecte de débit, pompage, égalisation et contrôle
- Flottation à air dissous (DAF), déshydratation des boues et élimination des biosolides
- Bioréacteur à membrane (boues activées avec membranes d’ultrafiltration (UF) ZeeWeed 500D)
Résultat
La station de traitement des eaux usées à grande échelle de l’usine de boissons traite un débit journalier moyen de 1,5 millions de gallon par jour et le système MBR élimine efficacement les matières organiques, atteignant une élimination de 97,4 % de la DBO et de 94,2 % de la DCO des eaux de process (après traitement DAF). Le MBR ZeeWeed élimine également 95 % de l’ammoniac et produit un effluent de haute qualité avec un < MEST de 1 mg/L adapté à l’alimentation de l’OI de récupération.
Jusqu’à 432,000 GPD du perméat du MBR ZeeWeed sont ensuite traités par une OI de récupération afin de réduire le TDS et de produire une eau de réutilisation de haute qualité pour les tours de refroidissement, les refroidisseurs et la salle des machines de l’usine. L’OI de récupération permet d’éliminer 98 % d’ions, ce qui réduit la conductivité de 1750 μS à l’entrée à environ 90 μS dans le perméat.
Les avantages économiques globaux de la réutilisation de l’eau à l’usine sont les suivants :
- Un volume annuel total d’eau de récupération de 26,6 MMUSG
- L’eau récupérée a compensé la demande totale en eau de l’usine de 31,6 %
- L’eau de récupération (mélangée à 9 % d’eau de ville) a augmenté de 3 fois les cycles de concentration avant purge des tours de refroidissement
- L’augmentation des cycles de concentration a réduit les besoins annuels en eau des tours de refroidissement de 9 millions de gallons américains ou de 11 % en 2022.
Le système d’osmose inverse de récupération a permis de réaliser des économies d’eau annuelles totales de 35,6 millions de gallons américains en compensant la consommation d’eau de la ville et en réduisant la demande en eau des tours de refroidissement.
Veolia jouit d’un leadership continu dans les solutions de membranes d’osmose inverse et de MBR, nos membranes les plus anciennes ayant plus de 13 ans d’exploitation continue. Si vous souhaitez en savoir plus sur cet aperçu du processus et sur nos solutions pour votre installation d’épuration des eaux usées, rendez-vous sur notre site Web.